












 Trang Chủ
Trang Chủ Các sản phẩm
Các sản phẩm







29+ years in pharmaceutical machinery, covering capsule filling, tablet pressing, blister packaging, tablet and capsule counting, cartoning, GMP production, and overseas machine service.

Trong sản xuất dược phẩm và thực phẩm chức năng, việc đóng gói viên nang phải đảm bảo liều lượng lặp lại và chất lượng đóng kín đáng tin cậy ở tốc độ sản xuất cao. Hệ thống hoàn toàn tự động. Máy chiết rót viên nang cứng Điều này đạt được bằng cách thực hiện một chuỗi thao tác cố định tại trạm—định hướng, tách nắp/thân, đo lường, đóng và xả—được đồng bộ hóa bởi thời gian xoay và logic điều khiển.
Hướng dẫn này giải thích nguyên lý hoạt động của máy đóng gói viên nang ở cấp độ từng trạm, giúp bạn hiểu rõ từng mô-đun điều khiển điều gì, điều kiện nào làm mất ổn định chu trình và những kiểm tra nào (xu hướng trọng lượng, độ đồng nhất khi đóng nắp, mẫu sản phẩm lỗi) cho thấy quá trình vận hành đang được kiểm soát.

Chu trình hoàn toàn tự động lặp lại các thao tác giống nhau theo cùng một trình tự:
1. Chỉnh sửa (định hướng) viên nang
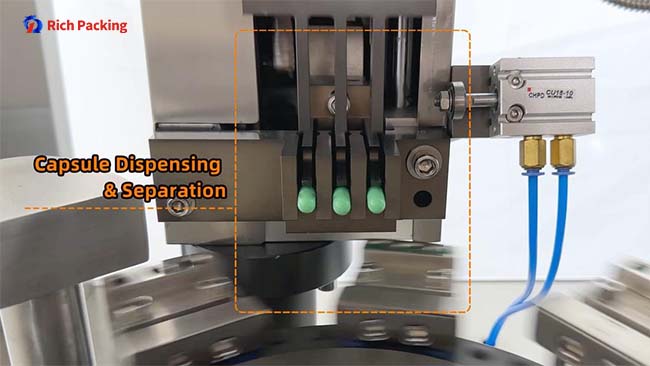
2. Tách rời nắp và thân máy.
3. Đo lường và chuyển liều lượng
4. Đóng và khóa
5. Xả thải và loại bỏ
"Hiệu suất ổn định" có nghĩa là chu kỳ hoạt động của trạm duy trì nhất quán theo thời gian, chứ không chỉ đơn thuần là máy đạt được tốc độ cao nhất.
Hệ thống thủ công phù hợp với các thử nghiệm và lô nhỏ; việc điều khiển chủ yếu do người vận hành thực hiện. Máy bán tự động tự động hóa một phần quy trình nhưng vẫn bị gián đoạn và khó so sánh với việc điều khiển liên tục tại trạm. Bài viết này giả định rằng... máy đóng gói viên nang hoàn toàn tự động : Hệ thống dựa trên tháp pháo, chu kỳ liên tục, cảm biến tích hợp và logic loại bỏ.
● Chỉnh sửa: căn chỉnh các viên nang để đưa vào đúng vị trí.
● Tách nắp/thân: tách bằng cách sử dụng thời gian hút chân không/không khí kết hợp với dẫn hướng cơ học.
● Đĩa định lượng + kim nén: tạo thành một thể tích định lượng được nén chặt và lặp lại trước khi chuyển.
● Bộ định lượng: sử dụng ống/vòi phun để lấy và chuyển lượng thuốc súng.
● Độ bền khóa: sự nhất quán của sự tiếp xúc giữa nắp và thân sau khi đóng.
● IPC: kiểm tra trong quá trình sản xuất (trọng lượng, độ kín, hàng lỗi) trong suốt quá trình vận hành.
Máy đóng viên nang tự động hoàn toàn vận hành hai luồng song song: luồng viên nang và luồng bột (để đóng gói). Khi kết quả không đồng nhất, nguyên nhân thường là do thời gian tách vỏ, độ ổn định định lượng hoặc sự thẳng hàng khi đóng nắp—thường do tình trạng của viên nang hoặc đặc tính của bột gây ra.

Cấp liệu/chỉnh lưu → tách → đóng → xả/loại bỏ
● Quá trình tinh chế ảnh hưởng đến độ đồng đều của vỏ sò khi đi vào giai đoạn tách và định lượng.
● Quá trình tách dựa vào sự hỗ trợ cơ học kết hợp với thời gian hút chân không/không khí; các vết nứt một phần và ứng suất vỏ thường xuất hiện trở lại sau này dưới dạng các khuyết tật khi đóng kín.
● Việc đóng nắp phụ thuộc vào sự thẳng hàng và độ sạch sẽ. Bột bám trên bề mặt tiếp xúc giữa nắp và thân máy là nguyên nhân phổ biến gây ra hiện tượng khóa lỏng và rò rỉ.
● Tỷ lệ thải/xả cần thể hiện một xu hướng ổn định theo thời gian; tỷ lệ thải tăng thường báo hiệu sự tích tụ hoặc trôi dạt ngược dòng.
Tình trạng → đồng hồ đo → chuyển đổi
Bột có thể kết dính, tạo bọt khí, phân tách, tích điện tĩnh và thay đổi mật độ khối lượng theo độ ẩm. Trạm định lượng chuyển đổi những đặc tính đó thành liều lượng lặp lại thông qua một trong hai cấu trúc phổ biến:
● Đĩa định lượng + chốt nén : nén bột thành các khối nhỏ ("khối") có thể lặp lại bên trong các lỗ định lượng, sau đó chuyển một thể tích đã được định sẵn.
● Máy định lượng Thu gom và chuyển lượng thuốc súng thông qua ống/vòi phun định lượng.
1. Thời gian tách : mức độ chân không, thời điểm xả khí, căn chỉnh cơ khí.
2. Độ ổn định đo lường : Độ đồng nhất của lớp bột, độ sâu nén hoặc cài đặt bộ định lượng, phạm vi tốc độ.
3. Sự căn chỉnh/lực đóng : các chi tiết dẫn hướng, độ sạch sẽ, tình trạng vỏ, hình dạng đóng kín.
Bố cục có thể khác nhau tùy nhà sản xuất, nhưng trình tự chức năng thì nhất quán. Tại mỗi trạm, hãy tập trung vào ba câu hỏi: trạm này đang cố gắng làm gì, những biến số nào kiểm soát nó và lỗi xảy ra như thế nào.
Các yếu tố kiểm soát: lưu lượng phễu, hình dạng ống dẫn, độ đồng nhất kích thước viên nang, độ sạch.
Các triệu chứng điển hình: lỗi nạp giấy, tiếng kêu rít, kẹt giấy không liên tục.
Kiểm tra nhanh: dòng chảy ổn định (không bị gián đoạn); kiểm tra các thanh dẫn hướng xem có bị mòn và tích tụ bột hay không.
Các nút điều khiển: mức độ chân không, thời gian cấp khí, độ sâu tách vỏ, tốc độ quay tháp pháo, tình trạng vỏ đạn.
Triệu chứng điển hình: tách rời một phần, vỏ bị nứt, nắp không mở hoàn toàn.
Kiểm tra nhanh: xác nhận các mảnh vỡ sạch ở tốc độ thấp, sau đó tăng tốc độ trong khi theo dõi hư hỏng vỏ và các mảnh bị loại bỏ.
Điều khiển
: căn chỉnh cơ học, độ ổn định khi giữ, kiểm soát cặn bẩn.
Các triệu chứng điển hình
: hiện tượng thân người bị nâng lên/lắc lư, vào cua không ổn định, hiện tượng phấn bay phấp phới.
Kiểm tra nhanh
Đảm bảo các bộ phận được đặt chắc chắn và không bị xê dịch khi rung động.
Các thông số điều khiển: chiều cao lớp bột, độ sâu nén, độ sạch của lưỡi gạt/bộ phận chuyển bột, tốc độ quay tháp pháo.
Các triệu chứng điển hình: thay đổi trọng lượng, thiếu hụt vật liệu, tạo cầu nối, tích tụ dần dần.
Kiểm tra nhanh: trước tiên ổn định lớp bột, sau đó điều chỉnh độ sâu nén, rồi kiểm tra lại ở tốc độ mục tiêu.
Các thông số điều khiển: độ sâu đổ đầy, thời gian, điều chỉnh chất lượng bột, độ sạch của vòi phun.
Các triệu chứng điển hình: điện áp không ổn định, hiện tượng lem/tích tụ.
Kiểm tra nhanh: cân trọng lượng trong khoảng thời gian ngắn; kiểm tra bề mặt chuyển tải xem có cặn bám sớm hay không.
Các yếu tố điều khiển: căn chỉnh thanh dẫn hướng, lực đóng, độ sạch của trạm, điều kiện vỏ.
Các triệu chứng điển hình: không đóng được, khóa lỏng, biến dạng, rò rỉ sau khi đóng.
Kiểm tra nhanh: kiểm tra độ kín định kỳ; nếu phát hiện lỗi, kiểm tra lại sự phân tách và ô nhiễm giao diện.

Các yếu tố điều khiển: ngưỡng loại bỏ, độ ổn định của cảm biến, xử lý xả thải.
Các triệu chứng điển hình: sản phẩm bị loại bỏ sai, bỏ sót lỗi, trầy xước khi xuất xưởng, số lượng sản phẩm bị loại bỏ tăng lên theo thời gian.
Kiểm tra nhanh: theo dõi xu hướng các mẫu bị loại bỏ; xác nhận quá trình xử lý xả không làm hỏng các viên nang tốt.
|
Ga tàu |
Chức năng chính |
Các biến số chính |
Các triệu chứng điển hình |
Xác minh nhanh chóng |
|
Cho ăn/Điều chỉnh |
Định hướng các viên nang vào tháp pháo. |
Độ ổn định dòng chảy, độ mài mòn của ống dẫn, độ sạch |
Lỗi nạp giấy, trầy xước, kẹt giấy |
Quan sát dòng chảy ổn định; kiểm tra các bộ phận dẫn hướng. |
|
Sự tách biệt |
Tách rời phần nắp và thân |
Thời gian, tốc độ và sự căn chỉnh của hệ thống hút chân không/khí nén. |
Bị nứt một phần, có vết rạn. |
Kiểm tra bằng mắt thường ở tốc độ thấp |
|
tư thế cơ thể |
Ổn định cơ thể để chuẩn bị cho việc dùng thuốc. |
Ghế ngồi, căn chỉnh, cặn bẩn |
Nâng/lắc lư, vào không ổn định |
Hãy chú ý đến sự đồng nhất của chỗ ngồi. |
|
Định lượng (đĩa/nén) |
Thể tích đóng gói mét |
Chiều cao giường, độ sâu đầm, lưỡi gạt |
Hiện tượng trôi trọng lượng, thiếu hụt chất lỏng |
Trọng số xu hướng; thay đổi một biến số |
|
Định lượng (bộ định lượng) |
Tính phí đo qua vòi phun |
Độ sâu, thời điểm, sự rèn luyện |
Sự không nhất quán về phí |
Tập tạ ngắn hạn + vệ sinh |
|
Kết thúc |
Viên nang khóa |
Hướng dẫn, lực lượng, ô nhiễm |
Không đóng được, khóa bị lỏng. |
Kiểm tra đóng trên khoảng thời gian |
|
Xả/Từ chối |
Khắc phục lỗi, chuyển sản phẩm |
Ngưỡng, xử lý |
Hàng lỗi, hàng bị trầy xước |
Xu hướng từ chối + kiểm tra xả hàng |
Kiểm soát trọng lượng khi đổ đầy là nơi mà... máy chiết rót viên nang quay Nguyên lý hoạt động trở nên có thể đo lường được: điều kiện bột ổn định, định lượng lặp lại và chuyển giao sạch sẽ. Hầu hết các hệ thống định lượng một thể tích/lượng nạp lặp lại; trọng lượng cuối cùng thay đổi khi mật độ khối lượng thay đổi hoặc hiệu suất chuyển giao thay đổi.
● Sự bất ổn của lớp bột: bổ sung không đồng đều, hiện tượng tắc nghẽn.
● Sự thay đổi mật độ khối lượng: sự thông khí/rung động/độ ẩm làm thay đổi cách bột được đóng gói.
● Phân tách: các hỗn hợp được tách riêng, làm tăng sự đa dạng (và nguy cơ về tính đồng nhất của thành phần).
● Tĩnh điện và độ bám dính: bột bám vào bề mặt định lượng/chuyển, gây ra hiện tượng trôi dạt chậm.
Đối với các thiết kế đĩa/đầm nén, độ lặp lại thường được cải thiện nhanh nhất theo trình tự này:
1. Chiều cao/độ đồng nhất của lớp bột
2. Độ sâu đầm nén (từng bước nhỏ, thay đổi một biến số mỗi lần)
3. Vệ sinh sau khi chuyển giao (dụng cụ cạo/bề mặt tiếp xúc)
4. Kiểm tra cửa sổ tốc độ (tăng tốc sau khi trọng số ổn định)
Bộ định lượng có thể hoạt động tốt với một số loại bột và phạm vi vận hành nhất định, nhưng hiệu quả vẫn phụ thuộc vào điều kiện của bột và quá trình chuyển bột sạch. Nếu xuất hiện hiện tượng trôi lệch, trước tiên hãy xác nhận đặc tính của bột và cặn bám, sau đó điều chỉnh các thông số của bộ định lượng.
● Xu hướng cân nặng (biến động so với dải ổn định)
● Giai đoạn khởi động so với giai đoạn ổn định (10-20 phút đầu tiên)
● Kiểm tra tính toàn vẹn khóa
● Hãy bác bỏ sự ổn định theo thời gian.
Xác định khoảng thời gian lấy mẫu, ghi lại kết quả và theo dõi các điều chỉnh. Một nhịp độ đơn giản—thường xuyên hơn lúc khởi động, sau đó ổn định—giúp ngăn ngừa hầu hết các “sự cố bất ngờ” sau này trong quá trình sản xuất hàng loạt.
Tốc độ cao hơn làm giảm thời gian lưu giữ, do đó những bất ổn nhỏ sẽ nhanh chóng bộc lộ dưới dạng sản phẩm lỗi và sự biến động về trọng lượng. Trên thực tế, quá trình kiểm định nên tập trung vào một phạm vi tốc độ ổn định—tốc độ nhanh nhất vẫn đảm bảo tính nhất quán về trọng lượng và độ kín trong thời gian dài.
● Độ ổn định khi tách giảm (các vết nứt không hoàn chỉnh và ứng suất vỏ tăng).
● Việc bổ sung lớp bột trở nên kém ổn định hơn (biến động tăng lên).
● Quá trình đóng cửa trở nên khó dung thứ hơn đối với các lỗi căn chỉnh và nhiễm bẩn.
Nếu số lượng yêu cầu bị từ chối tăng đột biến khi bạn tăng tốc độ, hãy giảm tốc độ trở lại và xác nhận xem miền điều khiển nào bị lỗi trước tiên (phân tách, đo lường hoặc đóng).
Hầu hết bụi/rò rỉ bắt nguồn từ sự thất thoát trong quá trình định lượng và sự nhiễm bẩn bột tại vị trí tiếp xúc giữa nắp và thân. Các biện pháp kiểm soát thường giúp khắc phục vấn đề này bao gồm:
● Giữ cho bề mặt tiếp nhận/chuyển chất lỏng luôn sạch sẽ (tránh tích tụ dần dần).
● Kiểm tra độ sạch sẽ của trạm đóng cửa và căn chỉnh hướng dẫn.
● tránh đổ đầy quá mức gây cản trở việc khóa sạch.
● Thêm bước đánh bóng/làm sạch bụi cho viên nang khi cần thiết cho khâu đóng gói hoặc thẩm mỹ tiếp theo.

Vỏ nang cứng rất nhạy cảm với môi trường:
● Quá khô → vỏ giòn, dễ nứt vỡ
●
Độ ẩm quá cao → vỏ mềm, nguy cơ biến dạng/khóa lỏng.
Việc duy trì trạng thái ổn định gần đường ống thường cải thiện độ bền của khóa hơn là những thay đổi cơ học mạnh mẽ.
Phần này là một lớp thực tiễn dành cho các đường dây mới: kỷ luật tối thiểu cộng với khả năng cách ly lỗi nhanh chóng.
1. dọn dẹp dây chuyền
2. Bản ghi lô: cài đặt chính + kết quả IPC + điều chỉnh
3. Quy trình vệ sinh + danh sách kiểm tra khi chuyển giao
4. Kiểm soát lây nhiễm chéo (quản lý bụi)
5. Hồ sơ hiệu chuẩn cho các công cụ IPC (cân, đồng hồ đo nếu có tham chiếu)
6. Các nguyên tắc an toàn cơ bản (thiết bị bảo vệ/khóa liên động/nút dừng khẩn cấp)
7. Các yếu tố kích hoạt xử lý sai lệch và tài liệu liên quan
8. Hồ sơ đào tạo cho người vận hành/bảo trì
● hoạt động ổn định trong phạm vi tốc độ đã thỏa thuận
● Kế hoạch IPC + bằng chứng về xu hướng cân nặng
● kiểm tra đóng gói và phương pháp xử lý lỗi
● bác bỏ tính nhất quán theo thời gian
● thời gian/khả năng tiếp cận vệ sinh thực tế
● Danh sách phụ tùng/linh kiện thay thế + thời gian giao hàng
|
Triệu chứng |
Trạm/mô-đun có khả năng |
Nguyên nhân gốc rễ điển hình |
Sửa ngay |
Ngăn chặn lô hàng tiếp theo |
|
Sự thay đổi về trọng lượng tăng lên |
Liều lượng / trạng thái bột |
sự bất ổn của đáy, sự thay đổi mật độ, cặn |
Ổn định mặt bàn; làm sạch quá trình chuyển giao; điều chỉnh độ sâu đầm nén. |
Kiểm soát độ ẩm; quy trình điều hòa; kiểm soát chất lượng nghiêm ngặt hơn ngay từ đầu. |
|
Chưa đầy/trống |
Sự tách rời hoặc chuyển giao |
tách rời một phần, cơ thể không ngồi, bắc cầu |
Xác minh việc chia tách; căn chỉnh thời gian chính xác; loại bỏ sự nối cầu |
xác thực ở tốc độ thấp; kiểm tra chất lượng viên nang |
|
Không đóng được / Khóa bị lỏng |
Đóng cửa + thượng nguồn |
lệch trục, nhiễm bẩn, tình trạng vỏ |
làm sạch; kiểm tra các thanh dẫn hướng; điều chỉnh lực đóng. |
Điều chỉnh vỏ; chu kỳ làm sạch; xác minh việc sửa chữa. |
|
Rò rỉ sau khi đóng |
Đóng tính toàn vẹn |
khóa lỏng, tràn, nhiễm bẩn |
Xác nhận khóa; giảm tràn; làm sạch |
Cải thiện độ sạch của vật liệu chuyển; đánh bóng/làm sạch bụi nếu cần. |
|
Vết nứt/biến dạng |
Sự chia tách/kết thúc |
Thời gian canh tác quá gấp gáp; vỏ giòn/mềm. |
Điều chỉnh thời gian; kiểm tra các bộ phận dẫn hướng |
kiểm soát môi trường; kiểm soát chất lượng đầu vào |
|
Kẹt/nổ |
Cho ăn/sửa chữa |
lỗi nạp liệu, dẫn hướng bị mòn, tích tụ cặn bẩn |
làm sạch/làm sạch; thay thế các bộ phận hao mòn |
Lịch trình buổi chiều; nguồn cung cấp viên nang ổn định. |
|
Số lượng hồ sơ bị từ chối tăng dần theo thời gian. |
Liều lượng/đóng tích lũy |
cặn tích tụ dần, sự dịch chuyển của bột |
Tạm dừng/làm sạch; kiểm tra lại IPC |
khoảng thời gian làm sạch xác định; xu hướng từ chối |
Máy đóng gói viên nang tự động hoàn toàn hoạt động theo chu trình được định thời gian tại từng trạm. Khi thời gian tách vỏ, độ ổn định định lượng và sự thẳng hàng khi đóng vỏ được kiểm soát, trọng lượng vỏ nang và độ kín khít của khóa vỏ trở nên dễ dự đoán và tỷ lệ sản phẩm lỗi được duy trì ở mức ổn định. Khi được sử dụng theo cách này, nguyên lý hoạt động của máy đóng gói viên nang trở thành một công cụ thiết thực để đánh giá thiết bị, xác định phạm vi tốc độ và nhanh chóng khoanh vùng lỗi.
1. Máy đóng gói viên nang tự động hoàn toàn hoạt động như thế nào?
Nó lặp lại quy trình chỉnh lưu → tách → đo lường/chuyển giao → đóng/khóa → xả/loại bỏ.
2. Đĩa định lượng/kim nén so với máy định lượng – sự khác biệt là gì?
Máy nén/đong định lượng thể tích bột đã được nén; máy định lượng định lượng lượng bột thông qua vòi phun. Sự lựa chọn tốt nhất phụ thuộc vào đặc tính của bột và phạm vi ổn định mà bạn cần.
3. Tại sao trọng lượng lại thay đổi sau khi khởi động?
Các nguyên nhân phổ biến là sự thay đổi mật độ khối lượng và sự tích tụ cặn trên bề mặt định lượng/chuyển giao.
4. Tại sao các viên nang không đóng kín được?
Nguyên nhân thường là do sự không khớp, nhiễm bẩn tại các giao diện hoặc tình trạng vỏ, đôi khi bắt nguồn từ sự phân tách yếu.
5. Một máy có thể xử lý cả bột và viên nén không?
Thông thường là có, nếu cấu hình liều lượng chính xác và xác nhận hiệu suất chuyển giao/đóng gói/loại bỏ.
6. Tôi nên ưu tiên điều gì trong FAT?
Bằng chứng về việc kiểm soát: xu hướng trọng lượng, kiểm tra đóng gói, độ ổn định của sản phẩm lỗi và minh họa thực tế về việc vệ sinh/thay thế.
7. Chu kỳ IPC thực tế cho một công ty khởi nghiệp là gì?
Lấy mẫu thường xuyên hơn trong 10-20 phút đầu tiên, sau đó chuyển sang khoảng thời gian lấy mẫu đều đặn khi trọng lượng và tỷ lệ mẫu bị loại bỏ ổn định.
FDA – Thẩm định quy trình: Nguyên tắc và thực tiễn chung
https://www.fda.gov/regulatory-information/search-fda-guidance-documents/process-validation-general-principles-and-practices
USP – Tài liệu giáo dục về hòa tan
https://www.usp.org/education/dissolution


E-mail : manager@richpacking.cn
Building D, No. 226, Beishan Qiaotou Street, Haizhu District, Guangzhou City, Guangdong Province, China





 Mạng IPv6 được hỗ trợ
Mạng IPv6 được hỗ trợ