












 Trang Chủ
Trang Chủ Các sản phẩm
Các sản phẩm







29+ years in pharmaceutical machinery, covering capsule filling, tablet pressing, blister packaging, tablet and capsule counting, cartoning, GMP production, and overseas machine service.

Khuyết tật bao phim viên nén có thể ảnh hưởng nhiều hơn đến vẻ ngoài. Một màng phim thô ráp, logo không đọc được, bề mặt nứt, hoặc màu sắc không đồng đều có thể cho thấy độ bám dính kém, quá trình sấy không ổn định, nhân viên nén yếu, hoặc quá trình phun không nhất quán. Một số khuyết tật chỉ mang tính thẩm mỹ, trong khi những khuyết tật khác có thể ảnh hưởng đến việc nhận diện, thao tác, khả năng bảo vệ ẩm, hoặc hiệu suất dự kiến của viên nén đã bao phim.
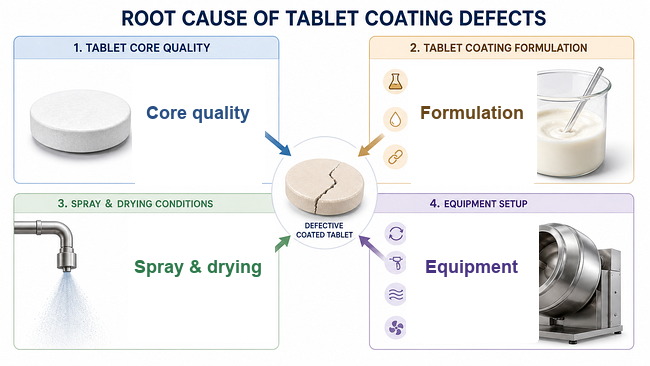
Xử lý sự cố hiệu quả nhất khi khuyết tật được xem như bằng chứng thay vì chẩn đoán. Vấn đề quan sát được có thể bắt nguồn từ nhân viên nén, công thức bao phim viên nén, hệ thống phun, điều kiện sấy, hoặc chuyển động bên trongmáy bao phim viên nén. Quá trình điều tra nên xác định khuyết tật, kiểm tra các biến số có khả năng cao nhất, và thay đổi từng yếu tố chính một lần. [1][2]

Khuyết tật bao phim viên nén là những thay đổi không mong muốn trong màng phim, màu sắc, bề mặt, cạnh, logo, hoặc tình trạng vật lý của viên nén trong hoặc sau quá trình bao phim. Chúng có thể xuất hiện trong quá trình phun, sấy, đóng rắn, xả hoặc kiểm tra cuối cùng.
Chúng không phải lúc nào cũng giống vớikhuyết tật dập viên. Hiện tượng bong vỏ, tách lớp, cạnh yếu, hoặc độ mài mòn cao có thể bắt đầu trong quá trình dập viên. Bao phim viên nén có thể làm những điểm yếu này trở nên rõ ràng hơn vì viên nén bị tác động bởi nhiệt, độ ẩm, chuyển động lặp lại và va chạm với các viên khác.
Trước khi thay đổi công thức bao phim hoặc cài đặt máy, hãy kiểm tra nhân viên nén chưa bao phim từ cùng một lô. Kiểm tra độ cứng, độ mài mòn, bụi, độ ẩm, hình dạng, khắc dập và tình trạng bề mặt. Điều này giúp tách biệt khuyết tật tạo ra trong quá trình bao phim khỏi các vấn đề đã có từ trước trong nguyên liệu. [2]
Phân loại vấn đề vào một trong bốn nhóm:
1. Chất lượng nhân viên nén: độ cứng, độ mài mòn, độ xốp, độ ẩm, bụi, hình dạng hoặc cạnh yếu.
2. Công thức bao phim viên nén: polymer, chất hóa dẻo, hàm lượng chất rắn, độ nhớt, phân tán sắc tố hoặc độ bám dính.
3. Điều kiện phun và sấy: tốc độ phun, mức độ tán sương, khoảng cách súng phun, khí đầu vào, khí thải và nhiệt độ sản phẩm.
4. Thiết lập thiết bị: căn chỉnh súng phun, vách chắn, tốc độ nồi, cân bằng luồng khí, cảm biến và độ ổn định điều khiển.
Tên khuyết tật không tự nó cho thấy nguyên nhân gốc rễ. Hiện tượng dính có thể do phun quá nhiều, sấy không đủ, công thức dính, hoặc nhiệt độ sản phẩm thấp. Hiện tượng nứt có thể do màng phim giòn, nhân viên nén giãn nở, hoặc ứng suất cơ học.
| Mẫu khuyết tật | Kiểm tra đầu tiên | Nguyên nhân có khả năng | Tránh làm đầu tiên |
|---|---|---|---|
| Viên nén dính lại với nhau | Nhiệt độ sản phẩm và tốc độ phun | Quá ướt hoặc sấy chậm | Tăng nhiệt đột ngột |
| Bề mặt thô hoặc có bụi | Mức độ tán sương và khoảng cách súng phun | Sấy phun hoặc giọt lớn | Tăng tốc độ phun |
| Màng phim nứt hoặc bong tróc | Tình trạng nhân viên nén và độ linh hoạt của màng phim | Độ bám dính kém hoặc ứng suất quá mức | Chỉ thay đổi tốc độ nồi |
| Màu không đồng đều | Mô hình phun và trộn viên | Phân bố kém hoặc di chuyển sắc tố | Thêm nhiều sắc tố hơn |
| Cạnh bị mẻ hoặc mòn | Độ cứng nhân viên nén và tác động trong nồi | Nhân viên nén yếu hoặc mài mòn cao | Giảm toàn bộ luồng khí |
Ghi lại thời điểm xuất hiện khuyết tật, tỷ lệ bị ảnh hưởng, nhiệt độ sản phẩm, tốc độ phun, tốc độ nồi, luồng khí và tình trạng dung dịch bao phim. Nếu không có ghi chép, việc điều chỉnh lặp lại có thể che lấp nguyên nhân ban đầu. [1][2]
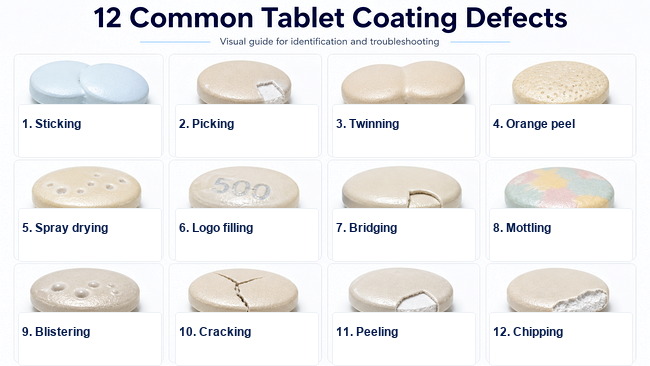
Dính xảy ra khi các viên nén bám vào nhau hoặc vào thành nồi vì lớp màng ướt còn dính quá lâu. Kiểm tra tốc độ phun, nhiệt độ lớp viên, luồng khí, khí thải và độ nhớt dung dịch bao phim. Giảm phun có thể giúp, nhưng sấy kém hoặc công thức dính cũng có thể tạo ra kết quả tương tự.
Bong tróc là hư hại cục bộ của màng phim. Một viên ướt chạm vào bề mặt khác và một phần lớp bao phim bị kéo ra khi chúng tách nhau. Hiện tượng này thường xuất hiện quanh chữ, rãnh chia hoặc logo. Kiểm tra phần dập nổi, bụi nhân, tiền gia nhiệt và giai đoạn phun đầu.
Dính đôi là khi hai viên nén dính vào nhau, thường theo mặt phẳng hoặc theo cạnh rộng. Viên hình nang, hình oval hoặc độ cong cao dễ gặp hiện tượng này hơn. Kiểm tra tình trạng quá ướt, tốc độ nồi, tải mẻ, chuyển động viên và thiết kế vách chắn. Chỉ tăng tốc độ có thể làm tăng hư hại cạnh.
Hiệu ứng vỏ cam là màng phim có bề mặt gồ ghề, kết cấu không đều. Giọt phun có thể quá lớn, quá nhớt, tán sương kém hoặc bị khô một phần trước khi lan ra. Kiểm tra độ nhớt, hàm lượng chất rắn, áp suất tán sương, khoảng cách súng phun và nhiệt độ sản phẩm. [1]
Sấy phun xảy ra khi giọt dung dịch mất quá nhiều độ ẩm trước khi chạm hoặc lan trên bề mặt viên. Các hạt khô tạo ra bụi, độ nhám, độ bám dính kém hoặc làm đầy logo. Nhiệt độ đầu vào cao, tán sương quá mức, tốc độ phun thấp, khoảng cách súng dài hoặc luồng khí mạnh đều có thể góp phần.
Bít logo xảy ra khi vật liệu bao phim đã khô hoặc bán khô tích tụ trong chữ, rãnh chia hoặc chi tiết dập nổi. Kiểm tra sấy phun, hàm lượng chất rắn, độ tích tụ bao phim, độ sâu logo và thiết kế viên. Lớp phim quá dày có thể làm giảm khả năng đọc ký hiệu.
Cầu nối khác với bít logo. Lớp phim kéo dài qua rãnh chia hoặc chi tiết dập và tạo thành một cầu mỏng. Nguyên nhân có thể là độ linh hoạt màng kém, độ dày màng quá mức, hóa dẻo không phù hợp, độ bám dính yếu hoặc hình dạng viên khó xử lý. [1]
Loang màu là sự không đồng đều màu trên một viên, trong khi biến đổi giữa các viên nghĩa là cả lô có sắc độ không nhất quán. Nguyên nhân gồm phân tán sắc tố kém, phun không đồng đều, trộn yếu hoặc di chuyển chất màu hòa tan trong quá trình sấy. Kiểm tra khuấy trộn hỗn dịch, lưu lượng súng phun, độ chồng phủ phun, tải nồi và chuyển động viên.
Hiện tượng phồng rộp xuất hiện dưới dạng lớp màng bị bong cục bộ hoặc tạo bọt tách khỏi nhân viên nén. Nó thường liên quan đến độ bám dính kém, hơi ẩm bị giữ lại hoặc gia nhiệt quá nhanh. Xem xét lại giai đoạn tiền gia nhiệt, nhiệt độ sản phẩm, quá trình đóng rắn, độ ẩm của nhân và độ bám dính của màng.
Nứt màng xảy ra khi lớp bao phim viên nén không chịu được ứng suất từ quá trình sấy, thao tác hoặc sự thay đổi của nhân. Các nguyên nhân có thể bao gồm chất hóa dẻo không đủ, polymer giòn, độ dày màng quá lớn, sấy quá nhanh, sự giãn nở của nhân hoặc va đập. Ghi nhận xem các vết nứt xuất hiện ngay lập tức hay sau khi bảo quản. [1]
Bong tróc là sự tách rời của một mảng màng lớn khỏi viên nén. Bụi, chất bôi trơn bề mặt dư thừa, độ bền màng thấp, hóa dẻo kém, quá nhiệt hoặc sự xói mòn của nhân có thể góp phần. Một máy loại bụi viên nén có thể loại bỏ bột rời, nhưng không thể khắc phục công thức không phù hợp hoặc nhân bị bôi trơn quá mức. [1][2]
Những khuyết tật này đều liên quan đến mất vật liệu. Sứt mẻ ảnh hưởng đến cạnh viên, rỗ tạo ra các hõm nhỏ, và xói mòn bề mặt tạo ra các vùng mài mòn rộng hơn. Kiểm tra độ cứng nhân, độ mài mòn, độ ẩm, tốc độ chảo, sự tiếp xúc của cánh chắn, kích thước lô và mức độ làm ướt khi phun. Nhân yếu có thể vẫn chịu được quá trình tháo liệu từ máy dập viên quay nhưng có thể bị hỏng dưới chuyển động lặp lại trong chảo bao phim viên nén.
Một quy trình ổn định bắt đầu với nhân sẵn sàng để bao phim.Độ cứng viên nén phải đủ cho quá trình nạp, đảo, phun và tháo liệu, nhưng độ cứng không đảm bảo thành công. Một viên có thể cứng nhưng vẫn có cạnh yếu, ứng suất nội, độ giòn cao hoặc độ bám bề mặt kém.
Độ xốp của nhân ảnh hưởng đến khả năng thấm ướt. Viên xốp có thể hấp thụ chất lỏng nhanh, trong khi bề mặt đặc hoặc bị bôi trơn nhiều có thể cản trở độ bám dính. Lượng chất bôi trơn kỵ nước dư thừa trên bề mặt có thể làm yếu liên kết màng–nhân. Hình dạng cũng rất quan trọng: độ lõm sâu, rãnh chia hẹp, logo sắc nét và viên dạng nang có thể làm tăng hiện tượng dính đôi, bắc cầu và bong chỗ. [2]
Việc nén viên ổn định trên máy dập viên quay giúp kiểm soát độ cứng, độ dày và tình trạng bề mặt. Cần loại bỏ bụi trước khi bao phim viên nén. Máy loại bụi viên nén hỗ trợ làm sạch bề mặt, nhưng không thay thế được quá trình tạo hạt, nén viên hoặc công thức nhân.
Không điều chỉnh tất cả thông số cùng lúc. Bắt đầu với các biến kiểm soát quá trình thấm ướt, bay hơi và chuyển động viên:
1. Nhiệt độ sản phẩm
2. Tốc độ phun
3. Áp suất nguyên tử hóa
4. Luồng khí tạo hình tia phun
5. Lưu lượng khí vào và khí thải
6. Tốc độ chảo
7. Khoảng cách và góc súng phun
8. Hàm lượng chất rắn và độ nhớt của dung dịch bao phim viên nén
| Thông số | Quá thấp | Quá cao | Các lỗi thường gặp |
|---|---|---|---|
| Tốc độ phun | Tạo màng chậm hoặc phủ kém | Quá ướt | Độ nhám hoặc dính |
| Áp suất nguyên tử hóa | Giọt lớn | Khô sớm | Bề mặt da cam hoặc khô do phun |
| Nhiệt độ sản phẩm | Bay hơi chậm | Trải không đều | Dính hoặc màng thô |
| Tốc độ chảo | Trộn yếu | Mài mòn cao | Biến màu hoặc sứt mẻ |
| Luồng khí | Tích tụ độ ẩm | Bề mặt khô quá nhanh | Dính hoặc khô do phun |
Thông số nhiệt độ sản phẩm mô tả trực tiếp viên nén hơn so với chỉ nhiệt độ khí vào. Động học phun cũng phụ thuộc vào hàm lượng chất rắn, độ nhớt, khí nguyên tử hóa, khí tạo hình tia phun, khoảng cách súng và lưu lượng khí của quá trình. Sự thay đổi của tốc độ phun, lưu lượng khí, độ ẩm và điều kiện sấy có thể làm thay đổi cả môi trường giường viên và khả năng xuất hiện các lỗi bao phim viên nén. Chỉ thay đổi một biến lớn, để quá trình ổn định và ghi lại kết quả. [2]
Hãy điều tra máy khi lỗi xuất hiện theo một súng phun, vùng khí hoặc một mẫu vận hành lặp lại. Các dấu hiệu cảnh báo bao gồm lưu lượng giữa các súng không đồng đều, đầu phun bị tắc, tốc độ chảo không ổn định, sai số nhiệt độ, kiểm soát khí thải yếu, vùng phun chồng kém hoặc các cánh khuấy không phân bố viên đều.
Một dung dịch bao phim viên nén phù hợp vẫn có thể gây loang màu, bề mặt thô hoặc quá ướt nếu một súng phun cung cấp tốc độ hoặc góc phun khác biệt. Cặn bẩn có thể làm hạn chế đầu phun, trong khi hệ thống khí không ổn định có thể làm nhiệt độ sản phẩm lệch khỏi phạm vi mong muốn. Bảo trì cần bao gồm kiểm tra đầu phun, hiệu chuẩn cảm biến, kiểm tra lưu lượng khí và xác nhận độ kín của chảo cùng kiểm soát áp suất âm.
Rich Packing tích hợp hoạt động R&D, sản xuất và bán hàng trong một hệ thống sản xuất. Quy trình sản xuất quản lý 6S của hãng bao gồm các bước kiểm tra chất lượng từ mua nguyên liệu, xử lý linh kiện, lắp ráp đến kiểm thử thiết bị cuối cùng, giúp duy trì tính nhất quán trong các chức năng quan trọng của máy bao phim viên nén như truyền động chảo, cấp phun, kiểm soát luồng khí và giám sát nhiệt độ.

Các lỗi bao phim viên nén cần được điều tra thông qua nhân, công thức bao phim viên nén, điều kiện phun và sấy, và thiết lập máy. Hiện tượng dính, dính đôi, bề mặt da cam, nứt, bong tróc và biến màu có thể trông khác nhau, nhưng một số có thể cùng chia sẻ sự mất cân bằng giữa thấm ướt, bay hơi, bám dính và chuyển động viên.
Một cuộc điều tra thực tế bắt đầu từ lỗi quan sát được, kiểm tra nhóm nguyên nhân gốc rễ có khả năng cao nhất, và thay đổi một biến lớn tại một thời điểm. Chất lượng viên bao phim ổn định phụ thuộc vào nhân sẵn sàng bao phim, công thức phù hợp, thông số kiểm soát, và máy bao phim viên nén có khả năng tạo phun, luồng khí và chuyển động viên lặp lại.
Các khuyết tật phổ biến bao gồm dính, bong tróc lớp phủ, dính đôi, hiệu ứng vỏ cam, sấy phun, lấp logo, bắc cầu, loang màu, phồng rộp, nứt, bong tróc, và xói mòn cạnh hoặc bề mặt.
Các nguyên nhân phổ biến là tốc độ phun quá cao, nhiệt độ sản phẩm thấp, lưu lượng không khí không đủ, hệ thống xả kém, hoặc công thức còn giữ độ dính quá lâu.
Hiệu ứng vỏ cam thường là kết quả của việc giọt chất phủ kém lan rộng. Độ nhớt cao, nguyên tử hóa kém, giọt lớn, khoảng cách súng phun xa, hoặc bề mặt khô nhanh có thể tạo ra kết cấu thô ráp.
Kiểm tra hình dạng viên nén, tình trạng quá ướt, tốc độ chảo, tải mẻ và thiết kế cánh chắn. Viên nén hình oval hoặc hình con nhộng có thể cần kiểu chuyển động giúp tách các bề mặt phẳng hiệu quả hơn.
Dính là khi các viên nén bám vào nhau hoặc vào thiết bị. Bong tróc xảy ra khi chúng tách ra và kéo theo một phần lớp bao ướt hoặc bề mặt viên nén.
Có. Lõi yếu, dễ vỡ hoặc bị ứng suất có thể bị mẻ, xói mòn, nứt hoặc bong tróc. Cần xem xét độ cứng cùng với độ mài mòn, độ bền cạnh, độ ẩm và tính nhất quán của quá trình nén viên.
Bắt đầu với nhiệt độ sản phẩm, tốc độ phun, mức độ nguyên tử hóa, lưu lượng không khí, tốc độ chảo và vị trí súng phun. Thay đổi từng biến số chính một và ghi lại kết quả.
Không. Thiết bị giúp cải thiện kiểm soát phun, luồng khí, trộn và độ lặp lại, nhưng khuyết tật cũng có thể bắt nguồn từ thiết kế lõi, công thức, độ ẩm, hàm lượng chất bôi trơn hoặc tính chất dung dịch bao phim.
1. Zaid, A. N. và cộng sự. Tổng quan toàn diện về bao phim dược phẩm. Thư viện Y khoa Quốc gia — PMC nguồn mởhttps://pmc.ncbi.nlm.nih.gov/articles/PMC7605601/
2. Porter, S. C. Cách ngăn ngừa các vấn đề bao phim viên nén. Pharmaceutical Technology. Đọc bài viết. Nguồn mởhttps://www.pharmtech.com/view/how-prevent-tablet-coating-problems


E-mail : manager@richpacking.cn
Building D, No. 226, Beishan Qiaotou Street, Haizhu District, Guangzhou City, Guangdong Province, China





 Mạng IPv6 được hỗ trợ
Mạng IPv6 được hỗ trợ