
Ngành dược phẩm từ trước đến nay luôn duy trì các tiêu chuẩn sản xuất và đóng gói nghiêm ngặt trên toàn thế giới, vì chất lượng bao bì có liên quan trực tiếp đến an toàn thuốc, thời hạn sử dụng và tuân thủ quy định. Đóng hộp thứ cấp, một quy trình quan trọng sau công đoạn đóng chai, đóng vỉ và dán nhãn, trước đây chủ yếu dựa vào thao tác thủ công trong các xưởng dược truyền thống.
Khi "bao bì dược phẩm" chuyển hướng sang tự động hóa hoàn toàn và nâng cấp thông minh, máy đóng hộp tự động đã trở thành thiết bị cốt lõi trong các dây chuyền đóng gói dược phẩm tiêu chuẩn hóa. Hướng dẫn này giải thích định nghĩa, phân loại, quy trình hoạt động, ưu điểm chính, tiêu chí lựa chọn và bảo trì hằng ngày của máy đóng hộp chuyên dụng cho dược phẩm, giúp các nhà máy đưa ra quyết định thiết bị thực tế hơn và cải thiện hiệu suất đóng gói tổng thể.
Một "máy đóng hộp dược phẩm" là thiết bị đóng gói thứ cấp tự động chuyên dụng được thiết kế cho các xưởng dược phẩm sạch. Thiết bị này tự động thực hiện trọn bộ quy trình, bao gồm cấp hộp, mở hộp, đưa sản phẩm vào, gấp và đưa tờ hướng dẫn sử dụng vào, mã số lô mã hóa, gấp và dán hộp, kiểm tra và xuất thành phẩm mà không cần can thiệp thủ công.
Máy đóng hộp được thiết kế để triển khai đa ngành, phục vụ các lĩnh vực dược phẩm, thực phẩm, hóa chất và các ngành đóng gói liên quan. Thiết kế phổ thông của chúng cân bằng giữa vệ sinh, an toàn, độ bền và tuân thủ quy định để đáp ứng các yêu cầu sản xuất khác nhau.
Thiết bị này bao phủ các dạng bao bì dược phẩm thành phẩm phổ biến, bao gồm vỉ thuốc viên hoặc nang, chai, gói nhỏ, thuốc mỡ, ống tiêm dùng một lần, mỹ phẩm và các vật tư y tế – dược phẩm thông dụng khác.
Dựa trên bố cục cấu trúc, mức độ tự động hóa và yêu cầu năng suất, máy đóng hộp dược phẩm thường được chia thành nhiều loại chính để phù hợp với các kịch bản sản xuất khác nhau.
Máy đóng hộp dạng đứng sử dụng cơ chế cấp liệu và mở hộp theo phương thẳng đứng. Thiết kế này có diện tích nhỏ gọn và bố cục tương đối đơn giản. Mẫu máy này phù hợp với sản xuất lô nhỏ, sản phẩm quy mô nhỏ và các đơn hàng đóng gói y tế tùy chỉnh. Hạn chế chính là tốc độ, vì vậy thường không phù hợp với dây chuyền sản xuất liên tục quy mô lớn.

Máy đóng hộp đứng Rich Packing 120L
Là mẫu được sử dụng rộng rãi nhất trong ngành dược phẩm toàn cầu, "máy đóng hộp ngang" sử dụng thiết kế nền thấp, rộng để hỗ trợ quá trình đóng hộp ổn định. Chúng cho phép vận hành tốc độ cao, vận chuyển vật liệu trơn tru và kết nối liền mạch với "máy đóng vỉ dược phẩm phía trước", "máy đếm và đóng chai viên nén hoặc viên nang" và "máy dán nhãn". Loại này thường là lựa chọn ưu tiên cho sản xuất quy mô lớn.

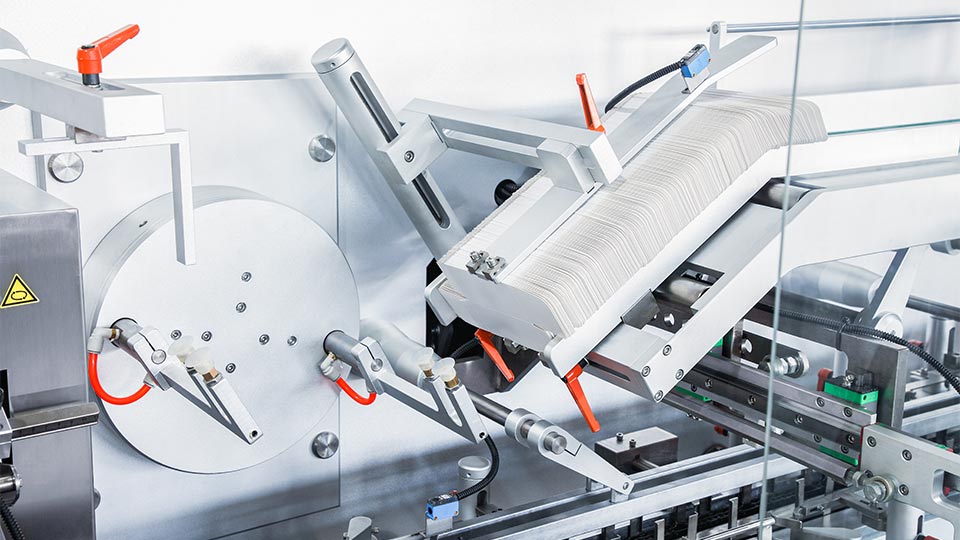
Máy đóng hộp ngang Rich Packing 130W
Lựa chọn phù hợp phụ thuộc vào quy mô sản xuất, kế hoạch nhân lực, dạng sản phẩm và mục tiêu tự động hóa dài hạn.
| Hạng mục | Máy đóng hộp bán tự động | Máy đóng hộp tự động |
|---|---|---|
| Nhu cầu nhân công | 1–2 nhân viên hỗ trợ cấp liệu | Vận hành tự động không cần người |
| Năng suất sản xuất | Tốc độ thấp đến trung bình | Sản lượng liên tục cao |
| Diện tích đặt máy | Chiếm ít không gian | Phù hợp dây chuyền đóng gói hoàn chỉnh với diện tích trung bình |
| Chi phí đầu tư ban đầu | Chi phí thấp hơn | Đầu tư một lần cao hơn, chi phí vận hành dài hạn thấp hơn |
Một máy đóng hộp tự động hoàn chỉnh gồm sáu đơn vị chức năng độc lập nhưng được kết nối với nhau để đảm bảo vận hành đồng bộ và ổn định.
Cơ cấu lấy carton dạng bánh xe hành tinh
Toàn bộ quá trình đóng hộp diễn ra theo vòng khép kín mà không cần can thiệp thủ công:
Thiết bị kích hoạt cảnh báo tự động và loại bỏ sản phẩm khi phát hiện thiếu hộp carton, thiếu sản phẩm hoặc thiếu tờ hướng dẫn.
Nhiều nhà sản xuất dược phẩm còn do dự khi nâng cấp thiết bị đóng hộp tự động do chi phí đầu tư ban đầu. Tuy nhiên, máy đóng hộp dược phẩm chuyên dụng mang lại lợi ích lâu dài về tuân thủ, hiệu suất, chất lượng đóng gói và kiểm soát chi phí.
Các bộ phận bằng thép không gỉ 304 được đánh bóng và thiết kế kết cấu vệ sinh giúp giảm tích tụ bụi và đơn giản hóa việc vệ sinh. Nhật ký dữ liệu vận hành đầy đủ cũng hỗ trợ truy xuất nguồn gốc toàn bộ quá trình sản xuất, giúp nhà sản xuất chuẩn bị cho các cuộc kiểm tra GMP định kỳ.
Máy đóng hộp dược phẩm tiêu chuẩn có thể kết nối với máy ép vỉ, máy chiết rót chất lỏng và thiết bị dán nhãn ở phía trước, tạo thành dây chuyền đóng gói tự động không người vận hành từ đầu đến cuối. Điều này giúp giảm sự chênh lệch tốc độ giữa thiết bị tự động đầu tuyến và khâu đóng hộp thủ công phía sau, nâng cao năng suất tổng thể của xưởng.
Định vị cơ khí cố định giúp đảm bảo tính nhất quán trong việc gấp hộp, dán kín và mã hóa cho từng hộp thành phẩm. Đồng thời giúp giảm các lỗi thủ công như thiếu tờ hướng dẫn, đặt sai vật liệu, dán không đều và tỷ lệ đạt chất lượng đóng gói không ổn định.
Một máy đóng hộp tự động có thể thay thế nhiều công nhân đóng gói lành nghề, giúp giảm chi phí lao động dài hạn. Vận hành tự động ổn định cũng giảm tổn thất do lỗi đóng gói và cải thiện hiệu quả sử dụng nguyên vật liệu.
Máy đóng hộp dược phẩm thế hệ mới có thể hỗ trợ kết nối dữ liệu với hệ thống quản lý sản xuất MES của nhà máy. Dữ liệu sản lượng theo thời gian thực, trạng thái vận hành thiết bị và bản ghi lỗi có thể được tải lên tự động, hỗ trợ quản lý số hóa xưởng đóng gói.
Khi mua thiết bị đóng hộp, bộ phận mua hàng và kỹ thuật nên tập trung vào các thông số thực tế thay vì chạy theo tốc độ cao nhất một cách mù quáng.

Nắp kính chống bụi
Dựa trên các chỉ số mua sắm ở trên, dòng máy đóng hộp của Guangzhou Rich Packing được thiết kế cho các dây chuyền đóng gói dược phẩm, đặc biệt ở những nơi người mua cần đầu ra ổn định, khả năng thích ứng với xưởng sạch, chức năng kiểm tra và hỗ trợ bảo trì thực tế.
| Mẫu máy | RQ-ZH-130W | RQ-ZH-260W | RQ-ZH-320W | RQ-ZH-120L |
|---|---|---|---|---|
| Tốc độ | 30-125 thùng/phút | 260 thùng/phút | 320 thùng/phút | 35-125 thùng/phút |
| Kích thước thùng carton | L(60-210) mm * W(20-100) mm * H(14-70) mm | L(70-180) mm * W(35-80) mm * H(12-50) mm | L(70-180) mm * W(35-80) mm * H(14-50) mm | L(65-150) mm * W(35-85) mm * H(12-45) mm |
| Độ chính xác loại bỏ | 99% | 99% | 99% | 99% |
| Bảo hành | 3 năm | 3 năm | 3 năm | 3 năm |
| Chứng nhận GMP | Có | Có | Có | Có |
Thông số máy đóng hộp Rich Packing

Nhiều điểm kiểm tra
Bảo trì hàng ngày được tiêu chuẩn hóa có thể kéo dài tuổi thọ thiết bị và duy trì hoạt động ổn định lâu dài mà không cần dừng máy thường xuyên.
Làm sạch giấy vụn và bụi còn sót lại bên trong máy sau mỗi ngày sản xuất. Thực hiện khử trùng bằng cồn định kỳ cho các bộ phận tiếp xúc theo quy định quản lý xưởng sạch. Các bộ phận có thể tháo rời nên được tháo ra và vệ sinh trực tiếp để giảm cặn bám ẩn.
Kiểm tra xích truyền động, bánh răng và băng tải mỗi hai tuần. Thêm dầu bôi trơn cấp thực phẩm phù hợp định kỳ để đảm bảo máy vận hành trơn tru và giảm tiếng ồn khi hoạt động.
Thực hiện hiệu chuẩn đầy đủ các thông số mỗi sáu tháng để thích ứng với những thay đổi nhỏ về độ cứng của giấy carton và giữ cho độ chính xác đóng hộp ổn định.
Có. Các máy đóng hộp dược phẩm hiện đại hỗ trợ điều chỉnh kích thước với việc thay khuôn dễ dàng, bao phủ hầu hết các kích thước thùng carton thông dụng.
Có. Với khung thép không gỉ và vỏ bảo vệ bằng plexiglass kín hoàn toàn, máy này được thiết kế để đáp ứng yêu cầu của xưởng sạch GMP.
Đối với các mẫu tiêu chuẩn, việc chuyển đổi thông số kỹ thuật mất khoảng 15 phút, hỗ trợ sản xuất linh hoạt theo lô nhỏ và đóng gói đa thông số.
Có. Có thể bố trí kết nối giao diện tùy chỉnh theo các thông số của thiết bị đầu vào và đầu ra của khách hàng, giúp máy mới kết nối với dây chuyền sản xuất hiện có.
Máy đóng hộp là thiết bị hỗ trợ quan trọng cho các dây chuyền đóng gói dược phẩm thứ cấp tiêu chuẩn hóa, tự động hóa và tuân thủ GMP. Các loại máy đóng hộp khác nhau đáp ứng các nhu cầu sản xuất khác nhau, từ sản xuất lô nhỏ đến sản xuất liên tục quy mô lớn. Không chỉ dừng lại ở việc đóng hộp tự động đơn giản, các máy đóng hộp dược phẩm chuyên nghiệp giúp nhà sản xuất giảm rủi ro tuân thủ GMP, ổn định chất lượng đóng gói và giảm áp lực lao động.
Đối với các quản lý nhà máy dược phẩm, thiết bị đóng hộp phù hợp nhất nên được lựa chọn dựa trên diện tích xưởng, nhu cầu sản lượng hằng ngày, cấp độ phòng sạch và loại bao bì sản phẩm, thay vì các chức năng quá mức có thể không cần thiết.
Hỗ trợ giải pháp tùy chỉnh miễn phí:Nếu bạn cần hỗ trợ nâng cấp dây chuyền đóng gói, lựa chọn thiết bị hoặc cải tạo dây chuyền sản xuất cũ, hãy liên hệ với đội ngũ chuyên nghiệp của chúng tôi để nhận các giải pháp dây chuyền đóng hộp dược phẩm được thiết kế riêng.


E-mail : manager@richpacking.cn
Building D, No. 226, Beishan Qiaotou Street, Haizhu District, Guangzhou City, Guangdong Province, China





 Mạng IPv6 được hỗ trợ
Mạng IPv6 được hỗ trợ 












 Trang Chủ
Trang Chủ Các sản phẩm
Các sản phẩm






